3-12kW
12-40kW
1.5-20kW
1.5-40kW
8-40kW
1.5-12kW
6-60kW
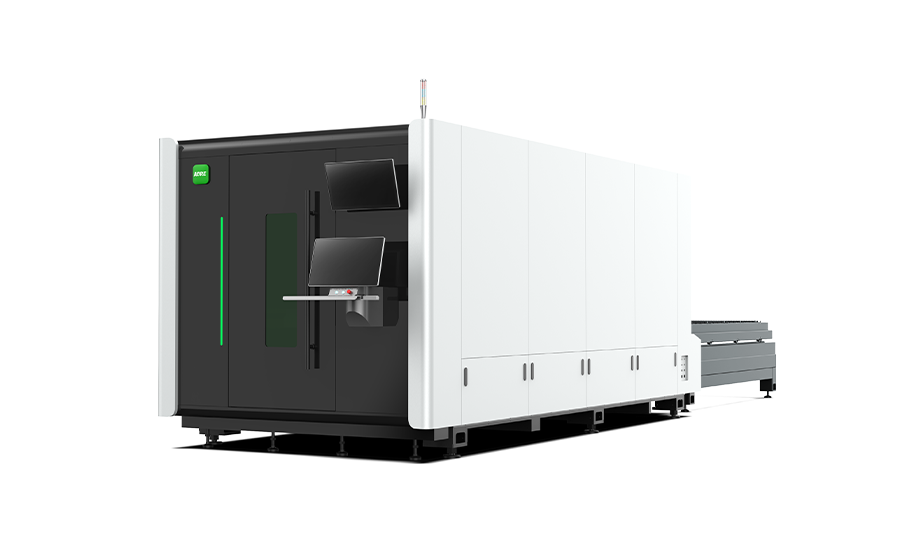
완전 보호형 고속 시트 레이저 절단기
올인원 파이버 레이저 절단기
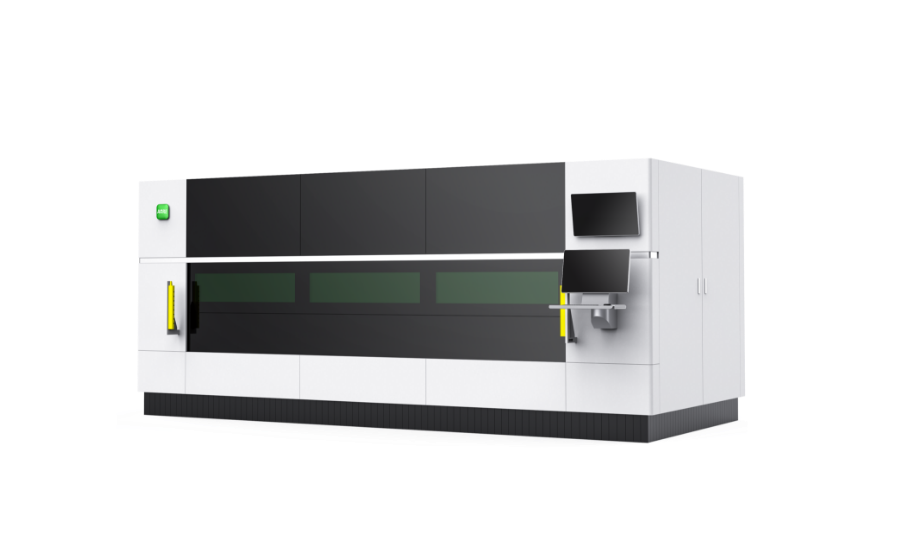
고효율 판재 레이저 절단기
고속 판재 파이버 레이저 절단기
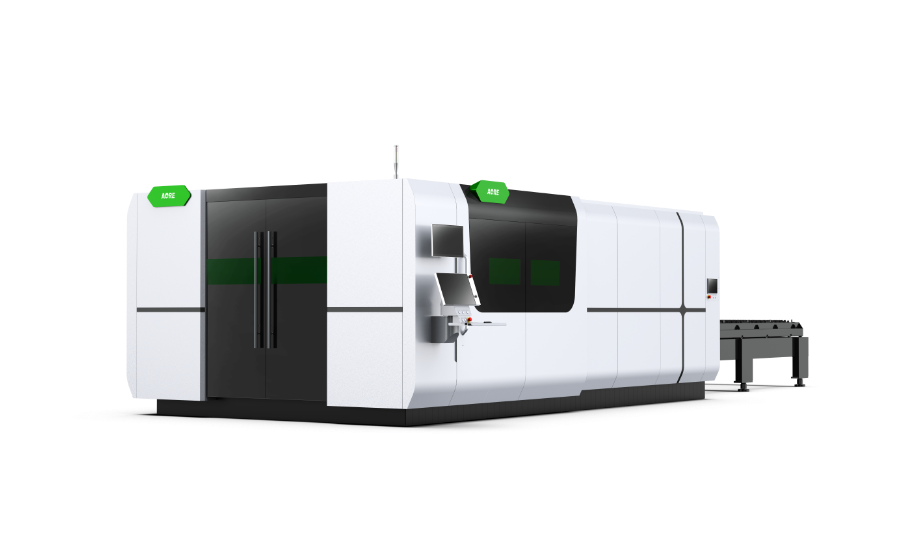
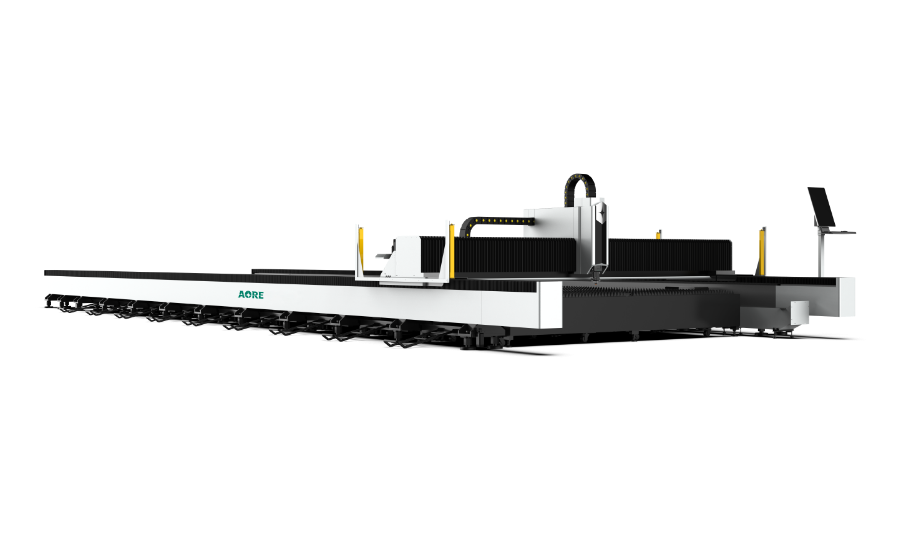
풀커버 판재 파이버 레이저 절단기
풀커버 베벨 파이버 레이저 절단기
정밀판금 레이저 절단기
그라운드 레일 시트 파이버 레이저 절단기
6-12KW
6-20kW
3D 베벨링 고속 레이저 튜브 절단기
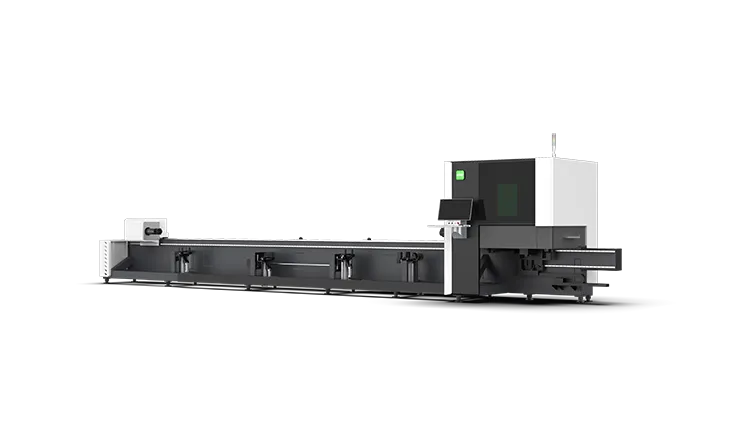
고속 튜브 레이저 절단기
효율적인 튜브 파이버 레이저 절단기
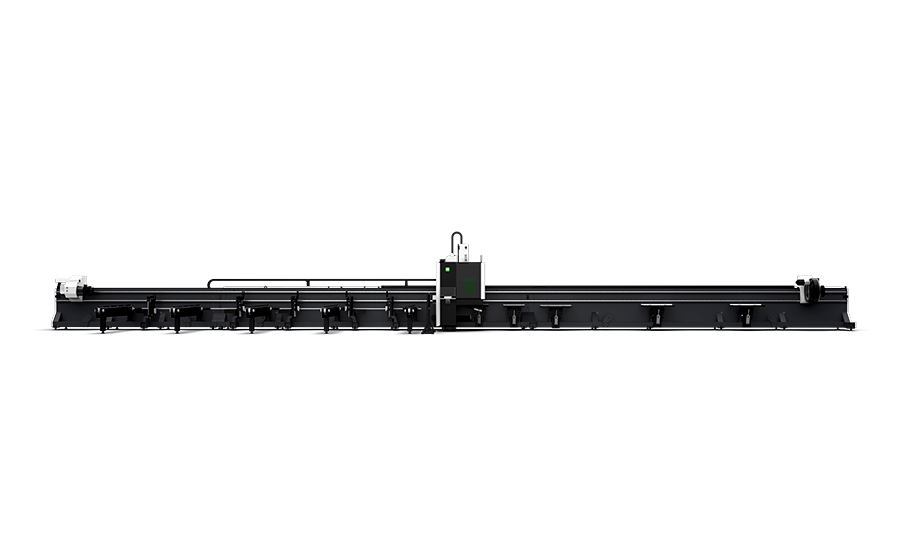
3축 고강도 튜브 레이저 절단기
3척 파이프 레이저 절단기
중형 4척 파이프 레이저 절단기
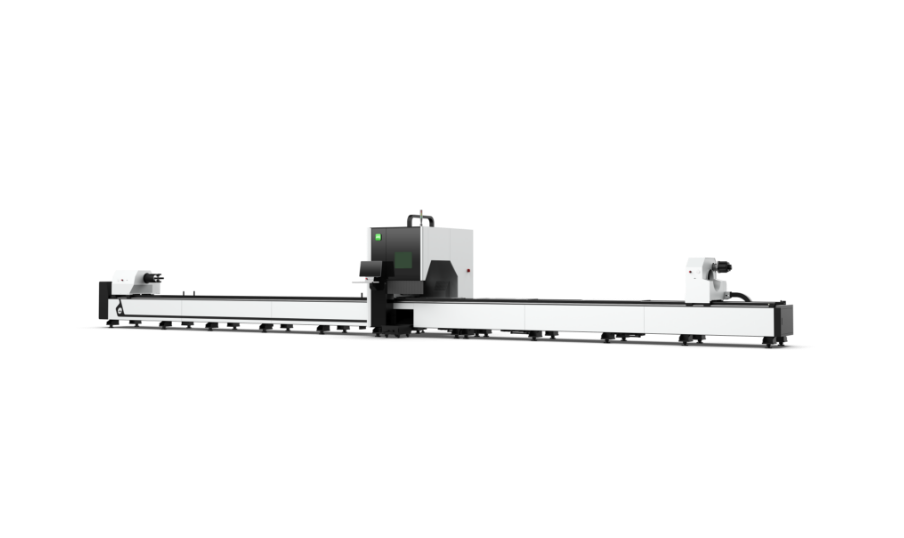
고속 튜브 파이버 레이저 절단기
1.5-6kW
더블 테이블 판재 및 파이프 레이저 절단기
판재&파이프 레이저 절단기
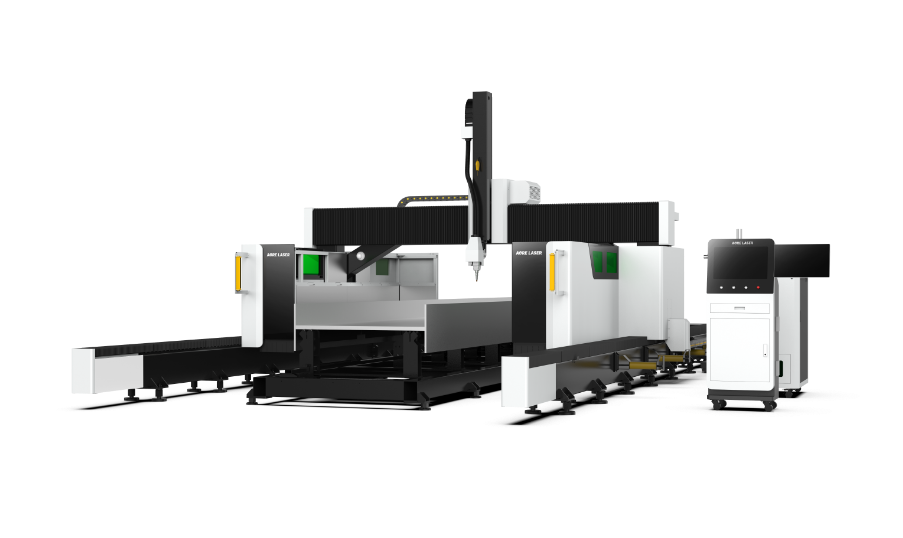
3D 5축 파이버 레이저 절단기
자동 프로파일 로딩 및 언로딩 시스템
판재 재료 창고 전자동 상하 재료 장치
자동 시트 메탈 로딩 장치
자동 캔틸레버 판금 적재 장치
캔틸레버 판금 적재 장치
지능형 판금 생산 라인
코일 레이저 커팅 생산 라인
지능형 용접 워크스테이션
전자 유압식 서보 프레스 브레이크
3kW
휴대용 레이저 용접기
휴대용 레이저 클리너
* 이름
* E-mail
* 전화 또는 WhatsApp
* 국가
* 도시
단위
* 절단 재료
* 메시지
레이저 절단기를 선택할 때 적절한 레이저 출력을 결정하는 것은 모든 판금 가공 제조업체가 공통적으로 겪는 어려움입니다.
많은 사람들이 출력이 높을수록 항상 좋다고 잘못 생각합니다. 그러나 실제 생산 현장에서는 출력의 적합성은 재료의 종류, 판재 두께, 그리고 일상적인 가공 방식에 따라 달라집니다. 부적절한 출력 설정을 선택하면 큰 이점 없이 비용만 증가할 수 있습니다. 이 글에서는 판금 가공 종사자들을 위해 실제 가공 관점에서 판금 절단에 적합한 다양한 출력 수준에 대한 간략한 개요를 제공합니다.
적합한 파이버 레이저 절단기를 선택하는 것은 마치 파트너를 찾는 것과 같습니다. 필요한 것은 장기적으로 결과를 제공하고 수익 창출에 도움을 주는 신뢰할 수 있고 고성능의 파트너이지, 가장 중요한 순간에 항상 실망시키는 화려한 사양의 장비가 아닙니다. 기계 사양부터 살펴보기보다는 먼저 가공 요구 사항을 고려하는 것이 좋습니다.
재질 종류: 스테인리스강, 탄소강, 알루미늄, 구리는 레이저 출력에 따라 반응이 다릅니다. 스테인리스강과 알루미늄은 동일 두께의 탄소강보다 더 높은 출력을 필요로 합니다. 알루미늄 판재를 절단할 때 3kW 장비는 탄소강을 절단할 때보다 체감상 출력이 약하게 느껴질 수 있습니다.
귀사의 사업 구성: 특정 두께의 판재만 전문으로 취급하시나요, 아니면 다양한 두께의 판재를 취급하시나요? 주문의 80%가 3mm 미만의 얇은 판재라면 초고출력 장비는 막대한 에너지 낭비와 감가상각 부담이 될 수 있습니다. 반대로 20mm 이상의 두꺼운 판재를 자주 절단한다면 고출력 장비에 투자하는 것이 필수적입니다.
원하는 속도 및 처리량: 출력은 절단 속도를 직접적으로 결정합니다. 6mm 탄소강의 경우, 1kW 기계로는 매우 느린 속도로 겨우 절단할 수 있지만, 3kW 기계로는 훨씬 빠른 속도로 절단할 수 있습니다. 시간은 돈입니다. 처리량이 높을수록 더 많은 주문을 받을 수 있고 장비 투자 회수 기간도 단축됩니다.
용접 모서리 품질 요구 사항: 부품에 직접 용접이 필요하거나 표면 거칠기, 직각도 및 슬래그 부착에 대한 엄격한 요구 사항이 있는 노출형 부품인 경우, 출력을 적절히 높이는 것이 좋습니다. 출력이 높을수록 더 나은 매개변수 조합을 통해 품질을 향상시킬 수 있습니다.
파이버 커팅 레이저 장비의 출력을 선택할 때 단순히 절단 두께만 고려해서는 안 됩니다. 위에서 언급한 요소들을 무시하면 잘못된 장비를 구매하게 될 수 있습니다.
판금 레이저 절단기의 출력은 단순히 "절단 가능 여부"만을 결정하는 것이 아니라 절단 속도, 절단면 품질, 가공 안정성, 에너지 소비 및 비용, 그리고 장비의 장기적인 운영 효율성에도 영향을 미칩니다.
출력이 너무 낮으면 절단이 불완전하거나 속도가 느려질 수 있습니다.
얇은 판재를 가공할 때 지나치게 높은 출력은 효율을 크게 향상시키지 못하는 경우가 많습니다.
따라서 실제 처리 요구 사항을 이해하는 것이 단순히 높은 성능을 추구하는 것보다 훨씬 중요합니다.
꼭 그렇지는 않습니다. 대부분의 판금 가공 공장에서는 주로 얇거나 중간 두께의 판금을 가공합니다. 생산 효율은 자재 취급에 의해 제한되는 경우가 많습니다.
초고출력 금속 레이저 절단기는 전체 생산량을 크게 증가시키지는 않습니다. 오히려 고출력 장비는 일반적으로 더 높은 초기 투자 비용, 전기 요금 및 유지 보수 비용을 수반합니다. 따라서 "크면 클수록 좋다"는 접근 방식보다는 적절한 출력 구성이 실제 필요에 더 잘 부합하는 경우가 많습니다.
레이저 절단기가 절단할 수 있는 두께는 레이저 출력과 재료 종류에 따라 크게 달라집니다. 출력이 높을수록 더 두꺼운 재료를 절단할 수 있습니다.
1mm ~ 5mm: 1.5kW ~ 3kW 범위의 레이저는 일반적으로 스테인리스강, 알루미늄, 탄소강과 같은 얇은 판재를 절단하는 데 충분합니다.
중간 두께 판재(5mm~15mm): 두꺼운 강판이나 합금과 같은 중간 두께 금속을 절단할 때는 일반적으로 6kW~12kW 범위의 레이저가 사용됩니다.
두꺼운 판재(15mm 이상): 스테인리스강이나 저탄소강과 같이 두께가 15mm를 초과하는 금속판을 절단하려면 12kW 이상의 출력을 가진 레이저가 필요합니다.
이 제품군은 절단 품질과 효율성의 균형이 잘 잡혀 있어 일일 연속 생산에 더욱 적합합니다.
재료의 물리적, 화학적 특성은 매우 다양하며, 이는 레이저 절단의 용이성에 직접적인 영향을 미칩니다. 따라서 동일한 두께의 금속판이라도 절단 난이도와 필요한 출력량이 다릅니다.
탄소강
특징: 탄소강은 레이저 절단에 가장 흔하고 쉬운 재료 중 하나로, 우수한 열전도율과 낮은 융점을 특징으로 합니다.
절단 난이도: 비교적 낮지만, 과열로 인한 변형을 방지하기 위해 열 입력량을 신중하게 조절해야 합니다.
권장 사항: 중간 출력의 레이저를 사용하고, 절단 속도와 가스 흐름을 조절하여 고품질 절단을 확보하십시오.
스테인리스 스틸
특징: 스테인리스강은 높은 내식성과 경도를 가지며, 높은 반사율을 자랑합니다. 일반적으로 높은 모서리 균일성이 요구됩니다.
절단 난이도: 중상. 더 높은 레이저 출력과 정밀한 파라미터 설정이 필요합니다. 절단 속도는 탄소강보다 느립니다.
권장 사항: 고출력 레이저를 사용하고, 일반적으로 보조 가스로 질소 또는 산소를 사용하십시오.
알루미늄 합금
특징: 가볍고 부식에 강하면서도 열전도율이 매우 뛰어납니다.
절단 난이도: 높음, 기공 발생 및 균열 발생 가능성 높음.
권장 사항: 열영향부를 최소화하기 위해 아르곤 가스 차폐가 된 고출력 레이저를 사용하십시오.
결론:
레이저 출력은 중요하지만, 실제 가공 요구 사항을 고려하지 않고 장비를 선택해서는 안 됩니다. 금속 가공용 레이저 CNC 기계를 구매하기 전에, 효율성을 극대화하기 위해 구체적인 작업 요구 사항을 먼저 명확히 하는 것이 좋습니다. 금속 레이저 절단기 가격이나 모델 선택, 기술 지원, 서비스에 대한 문의 사항이 있으시면 언제든지 연락 주십시오. 지금 바로 첨단 레이저 절단 솔루션을 살펴보고 공장에 새로운 활력을 불어넣으세요.
Aore Laser, EXPO 2025 스리랑카에서 전략적 영향력 발휘
Aore Laser, 남아프리카 공화국 국제 산업 박람회에서 첨단 용접 기술 선보여
Aorelaser uses "Essential Cookies" to ensure the operation of the website, while others help us improve your user experience. By clicking "Accept All", you agree to our use of all cookies. You can also change your cookie settings by going to your preferences. For more information about cookies, please see our Cookie Policy.(The data storage period is 7 days)
Essential cookies enable basic functionality and are necessary for the website to work properly.
Preference cookies allow websites to remember your choices (such as language preference) and provide a more personal experience.
Statistics cookies collect information anonymously. This information helps us understand how our visitors use our website.
Marketing cookies are used by third parties or publishers to display personalized advertisements. This is done by tracking visitors across websites.